Get in Touch with Guanma
Freezer labels are pressure-sensitive label stocks engineered to keep their adhesive bond, print legibility, and substrate integrity at sub-zero temperatures, anywhere from −20 °C in commercial freezers down to −196 °C in liquid-nitrogen vapor phase. The catch: the term itself is used inconsistently across the industry. A “cold-temperature” PSA from one supplier may be explicitly restricted to non-freezer use, while another vendor’s “freezer-grade” stock is qualified only to −20 °C. This guide walks through the materials, temperature classes, standards, common failure modes, and 2025–2026 trends — so you can read a spec sheet the way an engineer reads it.
Quick Specs
| Operating temperature range | −20 °C (commercial) to −196 °C (cryogenic vapor phase) |
| Common facestocks | PET (polyester), PP (polypropylene), coated paper |
| Adhesive families | Hot-melt rubber, water-based acrylic, solvent acrylic (only specific grades are freezer-rated) |
| Governing standards | ASTM D3330, BS 5609, FDA 21 CFR 175.105, OSHA 1910.1200, ISBER Best Practices |
| Typical print methods | Thermal transfer (preferred), direct thermal (short-term), inkjet (specialty) |
What Are Freezer Labels? Definition, 4 Audience Segments, and Why Standard Labels Fail

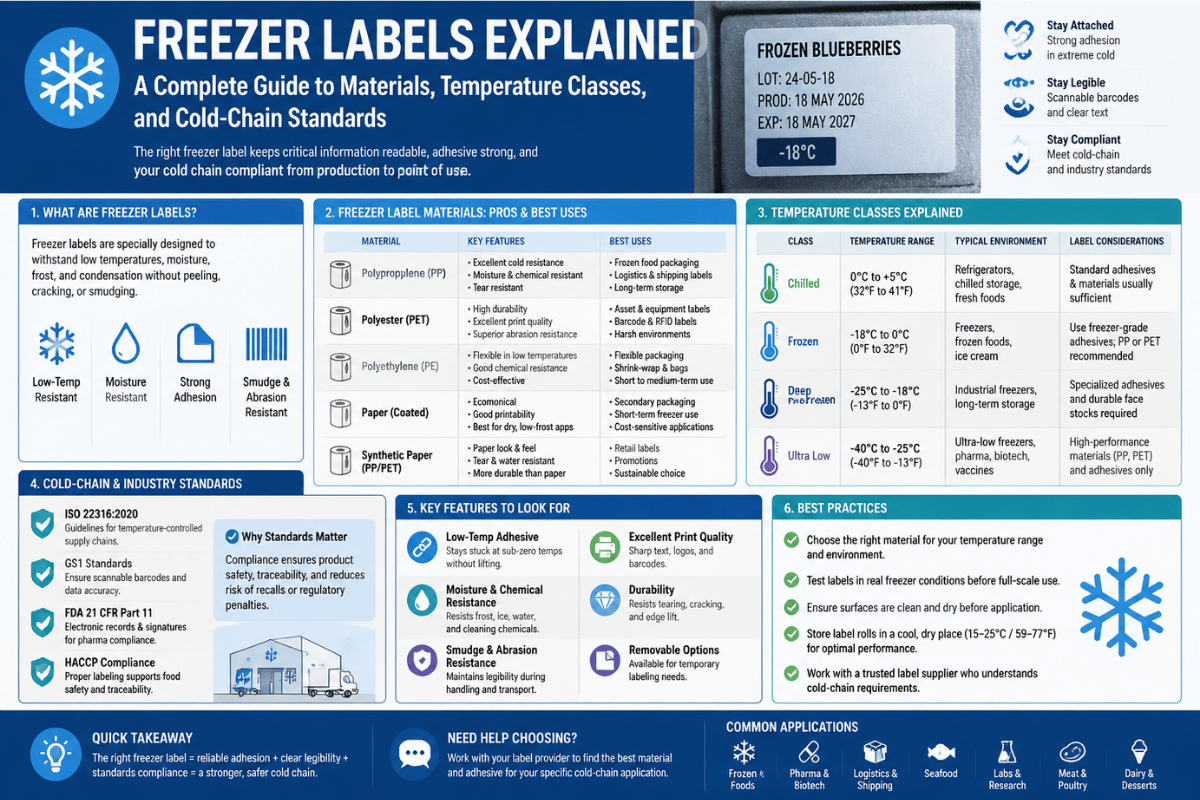
A freezer label is a pressure-sensitive label engineered to maintain bond strength, substrate integrity, and print legibility throughout the storage and handling temperature profile of a freezer environment. That sounds simple, until you notice that “freezer environment” covers everything from a household chest freezer at −18 °C to an ultra-low laboratory freezer at −80 °C to a vapor-phase liquid-nitrogen tank at −196 °C — and label-stock requirements are different at each step.
Naming inconsistency is real here. Avery Dennison’s 79666 product is an emulsion acrylic with a minimum application temperature of −10 °F (−23 °C) and is explicitly marked “Restricted to non-freezer applications only” — even though it tolerates cold temperatures. Meanwhile, 3M’s 7882-IJ polyester is described as “ideal for freezer” and is one of the industry’s default freezer-grade choices. Two suppliers, both with cold-temperature offerings, drawing the freezer-grade line in different places.
That ambiguity matters because standard pressure-sensitive labels — the kind that work fine on your shipping cartons — start to lose adhesion well before the freezer door closes. Generic acrylic emulsions and rubber-based PSAs designed for ambient use can drop more than 40 percent of their initial peel adhesion below −10 °C, per peel testing under the methodology of ASTM D3330. A label that releases its bond at −20 °C has not “failed” in any catastrophic sense; it has simply been pushed past the temperature window the chemistry was formulated for.
Four buyers groups ask about freezer-grade labels:
| Audience | Typical environment | Primary requirement |
|---|---|---|
| Household / kitchen | −18 °C domestic freezer | Removable, food-safe, printable at home |
| Frozen-food OEM / commercial kitchen | −18 to −25 °C, HDPE or paperboard substrates | FDA contact compliance, freeze-thaw cycle survival |
| Industrial freezer / cold-chain logistics | −25 °C, mixed pallet substrates, abrasion exposure | OSHA legibility, scuff resistance, scanner-readable |
| Laboratory / pharma cold chain | −80 °C ULT or −196 °C cryogenic, polypropylene cryovials | Vapor-phase survival, frost-readability, alcohol resistance |
If you came here looking for kitchen freezer labels for meal prep, the household options at retail are usually fine. What follows is written for the lower three rows — commercial, industrial, and laboratory environments where label failure has measurable cost.
What Makes a Label “Freezer-Grade”? 5 Performance Criteria You Can Spec

“Freezer-grade” is a marketing term until it can be substantiated by empirical parameters. When requesting a spec sheet, relevant parameters include:
- Cold-temperature peel adhesion — how much of the original adhesive bond survives at the target storage temperature. Tested per ASTM D3330 Method A (single-sided 180° peel). A freezer-grade PSA should retain at least 70 percent of its 23 °C peel value when measured at the lowest service temperature. Commodity acrylics often drop below 40 percent at −20 °C.
- Freeze-thaw cycle resistance — survives repeated transitions between freezer and ambient. Pharma industry protocols use 3–5 cycle counts (24–48 hours each, swinging between −20 °C and ambient, or between −80 °C and 25 °C) under established freeze-thaw study designs. A label rated for ULT biobanking should withstand five or more cycles without delamination, ice migration into the adhesive layer, or print fade.
- Substrate compatibility — bonds to the surface the label is actually applied to. Surface energy matters more here than temperature: HDPE pouches (~32 dyn/cm) and polypropylene cryovials (~30 dyn/cm) are notoriously low-energy and require an ultra-aggressive PSA, while glass and metal accept almost any adhesive family. Coated paperboard sits in between but adds the wrinkle of paper-fiber tearing on removal attempts.
- Application temperature — the minimum surface temperature at which the adhesive can be applied and still wet out properly. This is not the same as service temperature. A PSA rated to −40 °C in service may still require an application surface above 0 °C to flow into surface micro-roughness. Applying a label to an already-frozen substrate is one of the most common failure modes in commercial cold-chain operations.
- Print durability — image survives the application’s actual exposure profile. Direct-thermal print fades after thaw cycles when condensation contacts the thermosensitive layer; thermal-transfer print with a resin ribbon survives years. Smudge, scratch, and solvent (especially alcohol/IPA) resistance must be specified independently of the substrate’s adhesion performance.
📐 Engineering Note
When evaluating a supplier’s TDS, look for two things together: (a) a peel adhesion value at the lowest service temperature, not just at 23 °C, and (b) the ASTM or equivalent test method actually used. A spec sheet that lists “excellent cold performance” without an underlying number is a marketing claim, not engineering data.
“Most cases of labels falling off vials come from the same set of issues: adhesives fail in cold storage, especially at −20 °C and −80 °C, and alcohol exposure during sample handling.”
— Working biobank technician, r/labrats thread on cryovial label failures
Temperature Classes Explained: −20 °C vs −40 °C vs −80 °C vs Cryogenic (−196 °C)
Most freezer label failures we have seen trace back to a temperature mismatch — a label rated to a temperature class one tier above its actual environment. Four industrial classes below correspond to distinct equipment categories, distinct material recommendations, and distinct verification standards. This is the reference that the rest of the article maps to.
| Class | Temperature | Typical environment | Recommended facestock | Recommended adhesive | Verification |
|---|---|---|---|---|---|
| Commercial freezer | −18 to −25 °C | Frozen food OEM, retail freezer, walk-in | Coated paper or PP | Hot-melt rubber, freezer-grade acrylic | ASTM D3330 at −20 °C |
| Industrial freezer | −25 to −40 °C | Cold-chain logistics, blast freezing, deep-freeze warehouse | PP or PET | Freezer-grade acrylic, ultra-aggressive hot-melt | ASTM D3330 + ISTA cold-chain protocols |
| Ultra-low (ULT) | −40 to −80 °C | Lab biobank, pharmaceutical cold chain, sample storage | PET (polyester) | Acrylic optimized for low-T modulus | ISBER Best Practices, Society for Cryobiology guidance |
| Cryogenic | −80 to −196 °C | Liquid-nitrogen vapor phase, long-term biorepository | PET or specialty cryo-stocks | Cryo-rated acrylic with verified vapor-phase performance | ISBER + supplier vapor-phase test data |
Three observations from this table that are worth highlighting:
- Commodity stocks usually fail at the jump from commercial (−25 °C) to industrial (−40 °C). Most “cold-temperature” PSAs published as having “excellent cold performance” — including some major-brand emulsion acrylics — are explicitly NOT freezer-rated below about −20 °C. Marketing language can read as freezer-capable when the technical datasheet says otherwise.
- Both ULT and cryogenic demand PET. Once below about −40 °C, only PET (polyester) reliably retains its dimensional stability and conformability. PP (polypropylene) becomes brittle. Coated paper absorbs moisture from frost-thaw cycles.
- Vapor-phase performance is its own qualification. “−196 °C immersion” and “−196 °C vapor phase” are different exposure profiles. Vapor phase is more forgiving on the adhesive (less direct LN₂ contact) but more punishing on print legibility because of frost layer accumulation. Always confirm which mode the supplier tested.
For procurement RFQs, write the temperature class explicitly: “PSA must be qualified to ASTM D3330 Method A at −80 °C with peel adhesion ≥4 N/25 mm and survive 5 freeze-thaw cycles per pharmaceutical-industry protocol.” A spec written that way separates the marketing from the engineering in the first round of supplier responses. If you need a starting point for your spec, you can see our freezer label solutions for examples of how the temperature class is documented.
Facestock and Adhesive Selection: Match Material to Environment

Selection reduces to two axes: which facestock film, and which adhesive family. Each has tradeoffs, and the wrong combination produces failures that look like the freezer is broken but are actually a material mismatch. The matrix below describes the tradeoffs, not a single right answer — your right answer depends on substrate, exposure, and removability requirements.
| Facestock | Strength | Limitation | Best fit |
|---|---|---|---|
| PET (polyester) | Dimensional stability across full freezer-to-cryo range; tear and puncture resistant; clear or matte options | Higher cost; recyclability concerns under EU PPWR; not as printable for some pigment inks | ULT (−80 °C), cryogenic, pharma cold-chain shipping |
| PP (polypropylene) | Cost-effective film, water- and oil-resistant; good clarity; recyclable in PE/PP streams | Becomes brittle below about −40 °C; not recommended for ULT or cryo | Commercial freezer (−25 °C), industrial freezer (down to −40 °C) |
| Coated paper | Lowest cost; printable on most equipment; PPWR-favorable substrate for EU markets | Absorbs moisture from frost-thaw cycles; not for ULT; legibility degrades after multiple cycles | Short-cycle commercial freezer applications, frozen food retail labels |
Adhesive selection is where datasheet reading gets unforgiving. Three families dominate cold-temperature PSAs, and differences across them are larger than the names suggest.
| Adhesive family | Strength | Limitation | Best fit |
|---|---|---|---|
| Hot-melt rubber | Aggressive initial tack on low-energy substrates (HDPE, PP); tolerates damp surfaces; good cost | Glass-transition near 0 °C limits use much below −25 °C; can ooze or cold-flow | Commercial freezer, frozen food packaging |
| Water-based acrylic | FDA-friendly chemistry; clean appearance; long-term UV stability | Generic emulsions are NOT freezer-grade; only specifically-formulated low-T grades qualify | Frozen food labels with FDA contact requirements (specific freezer grades only) |
| Solvent acrylic (low-T grade) | Strongest documented cold-temperature peel retention; survives ULT and cryogenic; chemically durable against alcohol/IPA | Higher cost; supplier-specific formulation required | ULT biobanking, cryogenic labels, pharma cold-chain |
From our own R&D experience tuning PSAs for ULT applications, the practical selection process weighs four factors in order: substrate surface energy (does the adhesive wet out at all?), service temperature window (does the bond survive the lowest temperature?), exposure profile (chemical, frost, mechanical?), and removability requirement (permanent or peelable without residue?). Skipping the first factor is the most common reason a “good” adhesive fails on a cryovial. For a complete material catalog showing how these tradeoffs play out across Guanma’s freezer-grade label catalog, the per-grade datasheets list peel-adhesion-at-temperature data that maps to the matrix above.
Application Playbook: 5 Freezer Environments and Their Label Specs

Generic freezer labels do not exist. Five scenarios below cover most B2B use cases — each has a different temperature profile, governing standard, and label specification. If your application sits between two of these, take the more demanding row.
1. Frozen food packaging OEM (−18 to −25 °C)
HDPE pouches, paperboard cartons, or HDPE rigid containers, primarily filled at ambient and frozen for retail distribution. Labels face freeze-thaw cycles only if the consumer thaws and refreezes — usually 1 or 2 cycles, not 5. Governing requirement: FDA 21 CFR 175.105 for indirect food contact, which restricts adhesive migration at seams and edges. BS5609 is not required. Recommended spec: coated paper facestock + freezer-grade hot-melt or water-based acrylic, qualified at −20 °C. Common pitfall: applying the label to an already-frozen container at the cold-chain entry point — the adhesive cannot wet out and the label peels within hours.
2. Laboratory biobank ULT storage (−80 °C)
Polypropylene cryovials in upright or chest-style ULT freezers, often subjected to repeated alcohol/IPA wipes during sample handling. Governing references: ISBER Best Practices for biorepositories and the Society for Cryobiology’s “Ultra Low Temperature Freezers” guidance. Recommended spec: PET facestock + low-T-grade solvent acrylic, qualified to −80 °C with documented alcohol/IPA resistance. Common pitfall: a label that survives the temperature but smudges or detaches after the first IPA wipe — alcohol resistance must be specified independently of cold performance. Reports from r/labrats describe the practical consequence: drawer labels obscured by frost or peeling off racks during sample retrieval.
3. Pharmaceutical cold-chain shipping (−20 to +8 °C cycling)
Mixed substrates — vials, cartons, secondary packaging — moving through a temperature profile that includes deep cold, ambient handoffs, and refrigerated transit. Governed by Good Distribution Practice (GDP) standards and, for parenteral products, USP <659> pharmaceutical packaging requirements. ISTA cold-chain shipping protocols (3A and similar) define qualification testing. Recommended spec: PET facestock + freezer-grade acrylic, qualified for both the lowest temperature and the freeze-thaw cycle count expected during transit. Common pitfall: spec’ing the label only to the lowest temperature and ignoring the cycle count — pharma protocols often require survival of 3–5 cycles between −20 °C and ambient.
4. Industrial freezer warehouse (−25 °C, abrasion-prone)
Pallets, cases, and individual units handled by forklift, conveyor, and human pickers in a deep-freeze warehouse. Labels here must survive cold, friction, and incidental impact. OSHA 1910.1200 requires that hazard information remain legible and durable; scanner-readability is a parallel commercial requirement. Recommended spec: PP or PET facestock + ultra-aggressive hot-melt or freezer-grade acrylic, with thermal-transfer print (resin or wax-resin ribbon) for scratch resistance. Common pitfall: choosing a print method that fades under abrasion — direct-thermal labels lose readability after 6 to 12 months even without temperature stress.
5. Marine chemical drum (storage exposure to −10 °C, saltwater, UV)
Steel or HDPE drums shipped under IMDG (International Maritime Dangerous Goods) regulations. Governing standard: BS 5609 Sections 2 (blank label substrate) and 3 (printed label durability), which include a 3-month seawater submersion test in mid-tide UK conditions. Recommended spec: PET or specialty marine facestock + solvent acrylic, certified by an accredited lab such as Smithers. Common pitfall: ordering “BS5609-compatible” stock and then printing with a non-certified ribbon — Section 3 testing is print-and-substrate combined; the certification only covers the tested combination.
💡 Pro Tip
Before ordering custom stock for any of these scenarios, request a sample roll and run a freeze-thaw test on your actual substrate and your actual freezer. A 5-day in-house test catches incompatibilities that no spec sheet can predict.
Standards and Compliance Explainer: BS 5609, GHS, FDA, OSHA, ASTM
Buyers often ask which standard their freezer label needs to meet. Honest answer: none of the standards are interchangeable — each one tests a different property for a different end use. Below is the consolidated map of what applies when, and how to verify a supplier’s claim against the actual test method.
| Standard | What it tests | When it applies | How to verify |
|---|---|---|---|
| BS 5609 | Marine label durability (saltwater, UV, abrasion) on chemical drums | IMDG hazardous-goods sea shipping; chemical drums | Smithers or equivalent accredited test certificate; covers print + substrate combination, not substrate alone |
| GHS | Globally Harmonized System pictogram and hazard label legibility/durability | Chemical and pharmaceutical containers worldwide | Verify pictogram print fidelity + label survives expected exposure (e.g., BS 5609 for marine, OSHA for workplace) |
| FDA 21 CFR 175.105 | Indirect food contact for adhesives | Frozen food, beverage, dairy packaging | Supplier letter of compliance (LOC) referencing 21 CFR 175.105; check for fatty/aqueous food limits |
| OSHA 1910.1200 | HazCom workplace label legibility and permanence | US workplace chemicals; industrial freezer storage | Pictograms, signal word, and content must remain legible through expected service life |
| ASTM D3330 | PSA peel adhesion (6 methods, A through F) | Universal — the underlying test for almost all peel-adhesion claims | Spec must list method (Method A is the standard for cold-temperature PSA validation), substrate, and test temperature |
What is BS 5609 certification?
BS 5609 is a British Standard that certifies a printed label’s ability to survive the marine transport conditions required for International Maritime Dangerous Goods (IMDG) shipments. Two sections govern the testing. Section 2 evaluates the blank label substrate against saltwater, UV, abrasion, and temperature cycling, including a 3-month submersion in mid-tide conditions in the English Channel. Section 3 evaluates the printed label — the same substrate combined with a specific ink, ribbon, or print method — against UV exposure and abrasion. Critically, BS 5609 certifies a combination: substrate, print method, and (for thermal-transfer prints) ribbon are all part of the certified system. Changing any one component voids the certification. Suppliers issuing BS 5609 claims should provide the underlying lab certificate (often from Smithers) listing the exact materials and print conditions tested.
⚠️ Verification checklist
- Standard cited explicitly with section/method number (not just “BS5609-compatible” or “FDA-friendly”)
- Test temperature and substrate listed alongside the peel-adhesion number
- Print method and ribbon (if applicable) named for any BS 5609 claim
- Letter of compliance from the supplier referencing the specific 21 CFR or BS clause
- Test certificate from an accredited third-party lab (Smithers, UL, SGS) on file
5 Reasons Freezer Labels Fail (and How to Prevent Each)

Across commercial cold-chain operations, lab biobanks, and frozen-food OEMs, label failures cluster into five recurring modes. Understanding the failure mode is the first step to specifying a label that will not exhibit it. Each mode has a measurable cause and a concrete prevention step.
- Mode 1 — application temperature too low. A label applied to an already-frozen surface cannot wet out into the substrate’s surface micro-roughness; the label peels within hours. Prevention: confirm the supplier’s minimum application temperature on the TDS, and apply the label to an above-freezing surface before placing the package into the freezer. This is the single most common failure mode in commercial cold-chain operations.
- Mode 2 — cold flow or cohesive failure. When the adhesive’s glass-transition temperature sits too close to the service temperature, the polymer becomes brittle or splits internally and either peels at the substrate or oozes at the edges. Prevention: spec a PSA whose qualification temperature is at least 10 °C below your worst-case service temperature, not at it.
- Mode 3 — freeze-thaw cycle fatigue. Multiple thaw-and-refreeze cycles drive ice migration into the adhesive layer, separating the label from the substrate from underneath. Prevention: for any application with more than two expected cycles, require the supplier to document survival of 5 cycles per a pharmaceutical-industry-style protocol (24–48 hours per cycle, full temperature swing).
- Mode 4 — substrate condensation or frost. A label applied over a frost layer bonds to ice, not to the substrate; when the ice sublimes, the label drifts off. The lab variant: a frost layer on a ULT freezer drawer obscures the label entirely, even when the bond is intact. Reports from r/labrats specifically describe drawer labels visible only “through ice.” Prevention: dry and warm the substrate above the dew point before label application; for ULT applications, choose facestocks with anti-frost coatings or specify legibility-through-frost in the spec.
- Mode 5 — print smudging or fade after thaw cycles. Direct-thermal print fades after thaw cycles when condensation contacts the thermosensitive coating; alcohol/IPA wipes during sample handling smear thermal-transfer wax ribbons. Prevention: use thermal-transfer printing with a resin ribbon for any application with thaw cycles or chemical-handling exposure; specify alcohol resistance separately from cold resistance.
Failure Mode Taxonomy — quick reference
- Mode 1 — Wet-out failure: applied below adhesive’s minimum application temperature
- Mode 2 — Cohesive failure: service temperature exceeds adhesive’s qualification window
- Mode 3 — Cycle fatigue: ice migration after repeated freeze-thaw
- Mode 4 — Frost obscuration: ice layer between label and substrate, or covering the print
- Mode 5 — Print degradation: thermal print fade or chemical smudge under thaw / IPA exposure
If you are diagnosing a current failure rather than preventing a future one, start with the failure surface. Adhesive residue left on the substrate points to mode 2 or 3. A clean release with the label intact points to mode 1 or 4. Print legibility loss without delamination points to mode 5. Request a freezer-grade sample roll matched to your specific failure mode if you want to validate a fix before committing to a full order.
Application Workflow: Printing, Application, and Storage Best Practices

Picking the right label is half the work. Printing it, applying it, and storing the unused stock so the chemistry survives until the day you actually use it — that is the other half.
Print method comparison
| Method | Lifespan | Strengths | Cold-environment limitations |
|---|---|---|---|
| Direct thermal (DT) | 6–12 months | No ribbon, low-cost consumables, fast | Print fades after thaw cycles when condensation contacts the thermosensitive layer |
| Thermal transfer (TT) — wax ribbon | 2–5 years | Better durability than DT, low-cost ribbon | Smears under alcohol/IPA wipe; not recommended for ULT lab use |
| Thermal transfer (TT) — resin ribbon | 10–35 years (per vendor specs) | Scratch, abrasion, chemical, and alcohol resistant; long-term legibility | Higher ribbon cost; requires correct printer settings |
For ULT biobanking, pharmaceutical cold-chain, and any application with alcohol/IPA exposure, thermal transfer with a resin ribbon is the default. For commercial frozen food labels with a 6-month shelf life, direct thermal can be acceptable — and is often used because of consumable cost. For everything in between, thermal transfer with a wax-resin or resin ribbon balances cost and durability.
Application SOP
- ✔
Use at room temperature whenever possible—freezing should come after the application, not before it. - ✔
Ensure the substrate is clean, dry and dust free, and at or above the minimum application temperature for the adhesive - ✔
For curved substrates (cryovials, drum sides) use a labeller or hand-applicator which consistently applies pressure during wrapping - ✔
Allow at least 24 hours of bond development at ambient before subjecting the label to its first freezer cycle - ✔
Store unused label rolls in original packaging at 18–25 °C and 40–60% relative humidity; avoid direct sunlight and avoid placing rolls directly into freezers for storage
Industry Outlook: IoT Smart Labels, Sustainability, and Regulatory Shifts (2025–2026)

Three structural shifts are reshaping freezer labeling for the 2026–2027 procurement cycle. None of them are speculative — each has a documented data point and an immediate procurement implication.
1. IoT smart labels enter cold-chain logistics
The smart-label market — labels with embedded NFC, RFID, or temperature-monitoring electronics — was valued at USD 15.1 billion in 2024 and is forecast to grow at over 11.6% CAGR through 2034. Mordor Intelligence projects the broader smart label segment from USD 21.31 billion in 2026 to USD 44.62 billion by 2031 at a 15.93% CAGR. Cold-chain logistics is named in both reports as one of the highest-growth sub-segments. Procurement implication: high-value pharma and frozen-food shipments are increasingly likely to require smart label integration in 2026–2027 supplier RFPs. Procurement teams should evaluate whether their incumbent label suppliers support NFC/RFID-ready substrates today, or plan to qualify a second source.
2. PPWR reshapes label substrate selection in the EU
EU’s Packaging and Packaging Waste Regulation (PPWR) entered force in 2025 and mandates that all packaging placed on the EU market be recyclable by 2030. Packaging is classified into recycling classes A through D, and from 2030 onward only classes A through C — packaging at least 70% recyclable by design — may be placed on the EU market. Labels are part of packaging; a non-removable PET label on a PE container can downgrade the entire package’s recyclability class. Industry suppliers are responding with paper-substrate water-based PSAs and removable adhesives compatible with primary container recycling streams. Procurement implication: any frozen-food or cold-chain product targeting EU retail in 2027+ should re-evaluate its label substrate against PPWR class targets now, while substrate qualification is still a 12-month lead-time activity rather than a 6-month emergency.
3. Standards revisions tighten the verification bar
Several governing standards are under active revision. ASTM D3330 was last formally reaffirmed in 2018 (D3330/D3330M-04 (2018)) and remains the dominant cold-temperature peel reference. Globally Harmonized System (GHS) is on its standard 2-year revision cycle, with 2025 revisions reaching member states’ implementations through 2026. ISBER published its Best Practices 4th edition with explicit biobank labeling guidance, raising the evidence bar for ULT applications. Combined effect: suppliers’ compliance proof is no longer optional — buyers should expect to see explicit standard, version, and section number on every claim, and reject TDS sheets that summarize compliance without naming the specific test.
For procurement teams planning 2026 label sourcing: prioritize suppliers who can name a roadmap for IoT-ready substrate, who already produce PPWR-compatible removable adhesives for EU SKUs, and who provide test-method-level evidence (standards, section, and version named in the TDS — not just letters of compliance). The freezer-label category is moving from a commodity component to a regulated, traceable, increasingly intelligent component of the cold-chain stack.
Frequently Asked Questions

Q: What are the best labels to use in the freezer?
View Answer
For commercial freezers (−18 to −25 °C), a coated paper or polypropylene facestock with a freezer-grade hot-melt or water-based acrylic adhesive is the standard baseline. For industrial freezers (−25 to −40 °C), step up to a PET facestock with a freezer-grade acrylic. For ultra-low temperature (−80 °C) or cryogenic applications, only PET with a low-temperature-formulated solvent acrylic is reliably qualified. Spec to your lowest expected service temperature, not the overall average.
Q: How do I label things for the freezer?
View Answer
Apply the label at room temperature to a clean, dry substrate before the package enters the freezer. Allow 24 hours for full bond development before the first freezer cycle. For long-term storage or high-cycle applications, use thermal-transfer printing with a resin ribbon and a freezer-grade PSA matched to your lowest service temperature. Avoid applying labels to already-frozen surfaces — the adhesive cannot wet out and will peel within hours.
Q: Can I print my own freezer labels?
View Answer
Yes, with two requirements. First, use a thermal printer (direct thermal or thermal transfer) loaded with freezer-grade media — standard inkjet or laser print on standard label paper will not survive the freezer environment. Second, match the print method to your service life. Direct thermal is fine for 6 to 12 months at commercial freezer temperatures; thermal transfer with a resin ribbon is required for ULT, alcohol-exposure, or multi-year applications.
Q: What is the difference between freezer-grade and cryogenic labels?
View Answer
Freezer-grade labels are qualified down to −20 to −40 °C and target commercial and industrial freezer applications. Cryogenic labels are qualified to lower temperatures — typically −80 °C in ultra-low freezers and −196 °C in liquid-nitrogen vapor phase — and use specifically formulated low-temperature acrylic adhesives plus PET facestocks. Most freezer-grade labels are not cryogenic-rated; cryogenic labels are also rated for the freezer-grade range.
Q: How long do freezer labels last?
View Answer
Service life depends on the print method and the exposure profile. Direct-thermal labels remain legible for roughly 6 to 12 months under normal freezer conditions. Thermal-transfer labels with wax ribbons last 2 to 5 years, and with resin ribbons can remain readable for 10 to 35 years per vendor data. The adhesive itself, when matched to the temperature class, often outlasts the print — bonded labels in well-managed biobanks routinely remain attached for the full storage life of the sample.
Q: Do freezer labels work in commercial walk-in freezers?
View Answer
Yes, provided the label is qualified to the walk-in’s actual operating temperature (usually −18 to −25 °C) and to the substrate it is applied to. Industrial walk-in freezers add an abrasion factor — pallets, cases, and forklift handling — that pushes the print method choice toward thermal transfer with a wax-resin or resin ribbon for scratch resistance. OSHA legibility requirements apply if the label carries hazard or product identification information.
Q: Are paper freezer labels recyclable under EU PPWR?
View Answer
Coated paper substrates are favorable under EU PPWR if combined with a removable or repulpable adhesive that allows the label to separate from the primary container during recycling. The full PPWR class assignment depends on the adhesive chemistry, the primary container material, and how the combination separates in standard recycling streams. For products targeting EU retail in 2027 and beyond, qualify a paper-substrate water-based PSA option alongside your incumbent PET label, even if the EU SKU volume is small today.
Need a label spec’d for your environment?
If you are matching a label to a specific temperature class, substrate, or compliance requirement, the fastest path to validation is a sample roll on your actual hardware. See our freezer label solutions for the per-grade datasheets, or request a sample roll directly.
Why We Wrote This
This guide is written by the Guanma manufacturing team — a label-stock manufacturer with 10+ years producing freezer-grade pressure-sensitive labels at our Thailand and Vietnam plants. The failure modes, freeze-thaw test ranges, and selection tradeoffs documented here come from internal R&D testing and customer-return analysis on shipments to cold-chain converters and pharmaceutical buyers across Southeast Asia, South America, and Europe between 2019 and 2025. Where we cite ASTM, BS 5609, FDA, OSHA, ISBER, EU PPWR, or analyst reports, the underlying source URLs are listed below — readers can verify any claim independently.
References & Sources
- ASTM D3330/D3330M-04 (2018) – Standard Test Method for Peel Adhesion of Pressure-Sensitive Tape – ASTM International
- 21 CFR 175.105 – Adhesives for Indirect Food Contact – U.S. Food and Drug Administration (eCFR)
- 29 CFR 1910.1200 – Hazard Communication Standard – U.S. Occupational Safety and Health Administration
- BS 5609 – Specification for Printed Pressure-Sensitive Adhesive-Coated Labels for Marine Use – British Standards Institution
- Packaging and Packaging Waste Regulation (PPWR) – European Commission, Directorate-General for Environment
- ISBER Best Practices 4th Edition: A Success Story – National Center for Biotechnology Information (PMC)
- Ultra Low Temperature Freezers: Key Considerations – Society for Cryobiology
- Smart Labels Market Size, Share & Forecast Report 2025-2034 – GMInsights
- Smart Label Market Size, Share, Growth Trends – Industry Report 2031 – Mordor Intelligence
- ISO 4892 — Plastics: Methods of Exposure to Laboratory Light Sources — International Organization for Standardization
Related Articles
- PET vs PP for cold storage labels—facestock material deep-dive—coming soon
- BS 5609 certification step-by-step verification for procurement teams—coming soon
- Cold-chain label compliance: GDP, USP <659>, FDA primer—coming soon
- Reading a label TDS and Mill Test Certificate—what to ask suppliers—coming soon
- About the Guanma manufacturing team — Thailand and Vietnam production