Get in Touch with Guanma

Pharmaceutical Label Materials Built for FDA-Compliant, Migration-Safe Pharma Packaging
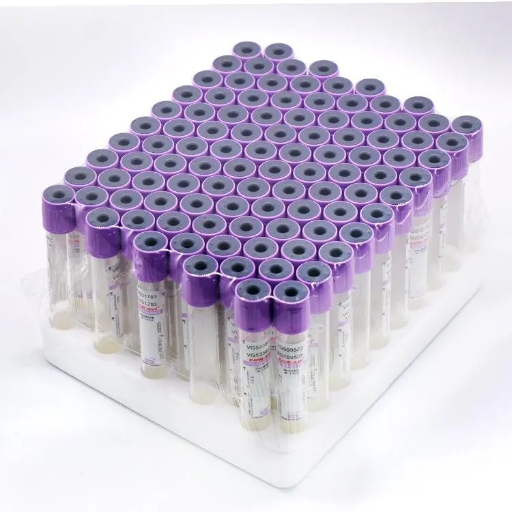
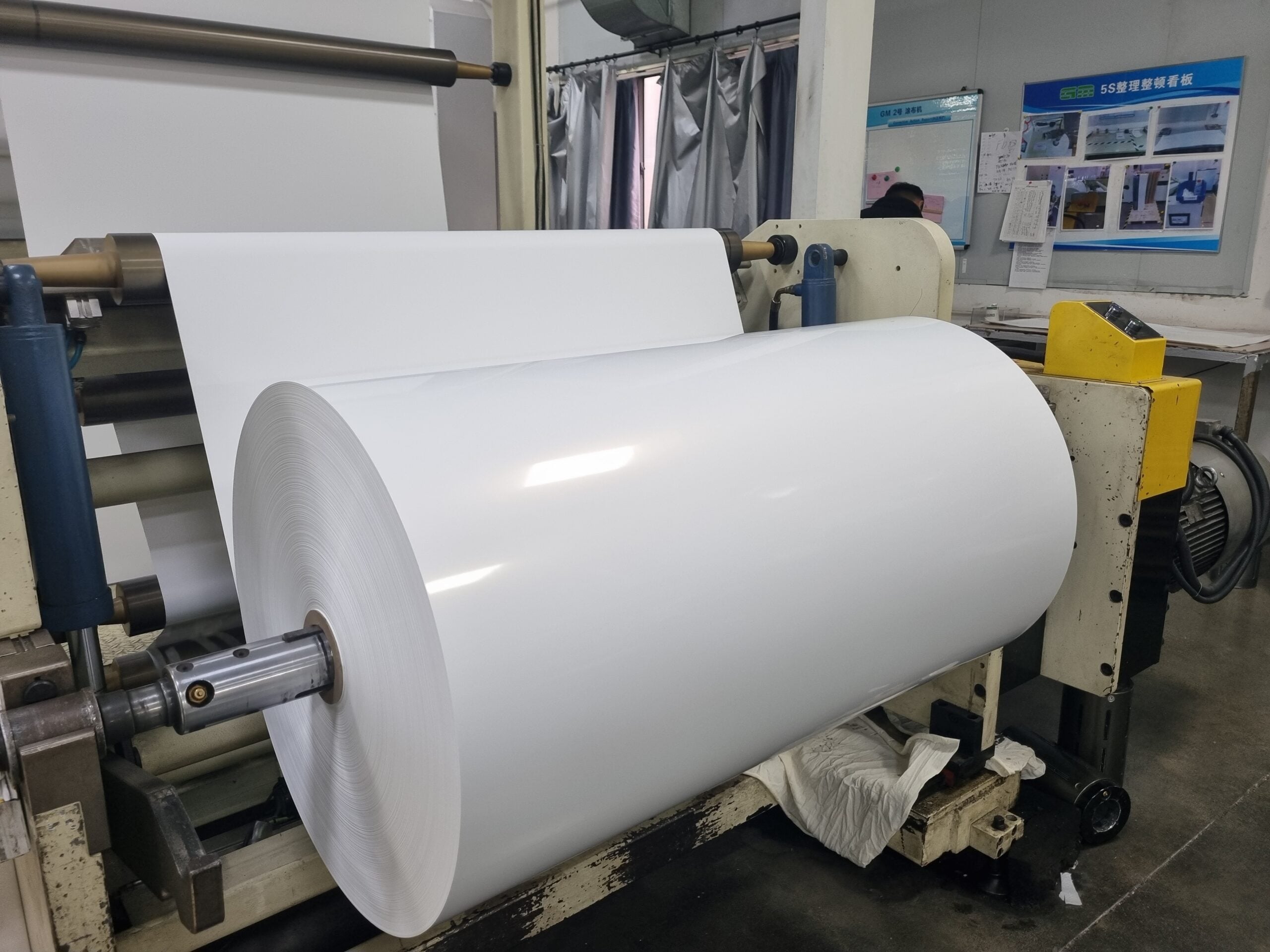
Self-adhesive label stock and pharmaceutical labeling solutions — PET, PP synthetic paper, coated paper — engineered for vials, ampoules, syringes, IV bags, blister packs, and cold-chain healthcare applications. Compliance dossiers map directly to FDA guideline §§ under 21 CFR Part 211 Subpart G, USP <661>, ISO 10993-1:2025, REACH, and TSE/BSE expectations.
3 × 3 × 9
Facestock × Adhesive × Application combinations
10+ yrs
Coating + laminating R&D experience
2 plants
Thailand + Vietnam manufacturing
SEA / SA / EU
Active export regions
100 m
Free qualification sample roll
Full dossier
Spec sheet, CoA, migration report, TSE/BSE, REACH

Why Standard Adhesive Labels Fail in Pharmaceutical Applications
Pharmaceutical labels carry life-critical information for healthcare professionals and the end consumer—dosage, lot, expiry, route of administration, prescription drug warnings, and product identification—yet the failure modes that compromise them are all material-level: smudging, fading, edge-lift, cold-chain detachment, and chemical migration from adhesive into product. Industry sources are explicit on the stakes: “Pharmaceutical label failures typically result from misaligned material selection or inadequate testing. Even small defects can compromise compliance and patient safety.” Choosing label material for pharmacy and medical device applications is therefore not a printing decision; it is a containment-and-compliance decision made before the label is ever printed.
1 Adhesive Migration
Three material-level failure modes drive most regulatory observations on pharmaceutical labels. The first is migration of adhesive components and ink residues through plastic primary packaging into the drug product. Nelson Labs frames the regulator’s question directly: “extractables from printing and labels can theoretically migrate through the plasticized PVC.” This is not a hypothetical concern. Field studies on marketed pharmaceutical products in regulated markets have measured actual ink and adhesive migrants in dosage forms, turning what was once a theoretical extractables-and-leachables risk into a documented exposure pathway.

2 Legibility Loss
A second mode is legibility loss under stress—heat, humidity, UV, alcohol wipe-down, and cold-chain freeze-thaw. A vial label that is legible at room temperature but peels at −20 °C in a cold-chain shipment carries a different regulatory profile than one that survives the journey.

3 Traceability Failure
Traceability failure is a third: a tamper-evident label that does not reliably show evidence of opening on an over-the-counter (OTC) human drug product is non-compliant with 21 CFR § 211.132 regardless of how attractive its print quality is.
The Material Stack Compliance Standard
Each failure mode resolves at a specific layer of the label material stack: facestock chemistry, adhesive class, primer, topcoat, and release liner. Substituting a generic industrial pressure-sensitive label stock—designed for cardboard cartons, durable goods, or supermarket retail—into a pharmaceutical line is the most common upstream cause of these failures. Pharmaceutical-grade label material is not a marketing label; it is a documented combination of facestock, adhesive, and topcoat—a pharmaceutical labeling solution—with extractables and leachables behavior characterized against USP General Chapter <661> series methodology and biological-safety screening selected from ISO 10993-1:2025 when the label adheres to a device-bound surface.
“We refuse to ship a pharmaceutical-grade lot until each batch’s adhesive carries a current extractables profile and each facestock lot has matched coating-weight data. The ‘pharma’ label is not a marketing claim. It is a documentation-traceable lot, or it is not pharma.”
Stuck on a label-failure root cause analysis?
Request our Failure Mode Reference Guide →
Guanma Pharmaceutical Label Material Lines — Facestock × Adhesive Decision Matrix
Guanma’s pharmaceutical label material catalog combines three facestock families — biaxially oriented PET, PP synthetic paper, and pharma-grade coated paper — with three adhesive classes — hot-melt rubber, water-based acrylic, and high-tack acrylic permanent. Each combination is tuned for a defined application window. This matrix maps the nine application categories on which Guanma maintains active stock-keeping units (SKUs) to the three-by-three facestock-and-adhesive matrix; cells marked Best fit are recommended starting points for new line qualification, and Acceptable cells are validated alternates with documented trade-offs.
Decision Matrix — Facestock & Adhesive by Application
| Application | PET facestock | PP synthetic paper | Coated paper | Recommended adhesive |
|---|---|---|---|---|
| Vial labels (glass / polymer, room-temp) | Best fit | Acceptable | Limited | Water-based acrylic |
| Ampoule labels (small diameter, conformability critical) | Best fit | Acceptable | Limited | High-tack acrylic permanent |
| Pre-filled syringe labels (small radius) | Best fit | Limited | Limited | High-tack acrylic permanent |
| IV bag labels (plasticized PVC, flexible) | Best fit | Acceptable | Not recommended | Low-migration acrylic |
| Blister pack secondary labels | Acceptable | Best fit | Acceptable | Water-based acrylic |
| Booklet / multi-page leaflet labels | Acceptable | Best fit | Best fit | Water-based acrylic |
| Cold-chain / cryogenic (down to −80 °C) | Best fit | Acceptable | Not recommended | Cold-rated hot-melt rubber |
| Tamper-evident OTC (21 CFR § 211.132) | Best fit | Limited | Limited | Frangible / void-pattern adhesive |
| OTC retail labels (room-temp, paper-friendly) | Acceptable | Best fit | Best fit | Water-based acrylic |
This pattern is intentional. PET dominates the small-diameter, low-temperature, and plasticized-substrate cells because biaxially oriented PET provides the conformability and dimensional stability that ampoules, syringes, and IV bags need at scale. Industry guidance is consistent on this point: “Small diameters require conformability and strong adhesion under cold conditions” — precisely the constraint that trips up heavier paper-based stock on a 1.5 mL ampoule. PP synthetic paper, by contrast, is the workhorse for blister-pack secondaries and OTC retail labels where matte print quality and tear-resistance matter more than radius performance. Coated paper has a defended niche in booklet-label leaflet bodies and in OTC retail SKUs where regulatory text density is high and substrate recyclability is part of the brand positioning.
Adhesive selection follows the migration risk profile of the primary packaging. Plasticized PVC IV bags demand low-migration acrylic adhesives whose extractables have been characterized against the package-label combination, because plasticizer-driven mass transfer can pull adhesive components into the drug product. Cold-chain SKUs use cold-rated hot-melt rubber formulations selected for their freeze-thaw cycle survival, validated for adhesion retention at temperatures down to −80 °C. Tamper-evident applications require frangible or void-pattern adhesive systems engineered to leave a permanent on-substrate footprint when the seal is breached, which is the defining technical requirement under 21 CFR § 211.132 for OTC tamper-evident packaging.
Engineering Note — When the Decision Matrix Is Not Enough
This matrix is a useful guiding parameter for new-line qualification; however, real pharmaceutical packaging programs impose second-order process constraints: terminal sterilization mode (gamma vs. ethylene oxide vs. autoclave) influences which adhesive families can survive without fading or migrating; serialization printing technology (thermal transfer vs. UV inkjet) can constrain topcoat selection; and line speed at end-of-line influences release liner cut and dispensing performance. Guanma’s application engineering team can overlay your specific terminal sterilization, printing and converter constraints onto the matrix above prior to proposing a candidate combination for sample qualification.
Need a recommendation against your specific vial geometry, sterilization mode, or filler line speed?
Get a per-SKU spec sheet →Guanma Pharmaceutical Label Materials vs Generic Industrial Adhesive Stock
The procurement question is rarely “which pharma label brand is best.” It is “is the marginal cost of pharmaceutical-grade label material justified versus generic industrial pressure-sensitive stock for this SKU?” An honest answer is application-dependent—but in pharma, the comparison is settled less by adhesive performance and more by dossier, lot traceability, and change-control behavior. Our comparison table contrasts Guanma pharmaceutical-grade label material against typical generic industrial adhesive stock on the dimensions that drive pharma manufacturer audit risk and qualification time.
| Dimension | Guanma pharmaceutical label material | Generic industrial adhesive stock |
|---|---|---|
| Migration / extractables profile | Per-lot extractables data; characterization aligned to USP <661.1> / <661.2> methodology | Not characterized at the label-material level |
| Biocompatibility (device-bound applications) | ISO 10993-1:2025 risk-based screening available on request (cytotoxicity, sensitization, irritation as applicable) | Not provided |
| Tamper-evident OTC compliance | Frangible / void-pattern adhesive SKUs designed for 21 CFR § 211.132 | Generic permanent acrylic — fails tamper-evidence intent |
| Cold-chain performance | Cold-rated hot-melt rubber rated for −80 °C cold-chain and cryogenic shipping | Standard hot-melt rated to −20 °C only |
| REACH SVHC declaration | Current candidate-list (253 substances as of Feb 2026) screened; declaration on file per lot | Generic stock — declaration coverage inconsistent |
| TSE/BSE statement | EMA/410/01 rev. 3 statement of compliance for animal-origin raw materials | Not standard |
| Change-control SOP | Tiered: 90 days material change / 30 days process change / 72 h emergency safety only | Silent on cadence — change events surface via batch surprises |
| Audit dossier pack | Spec sheet, CoA, CoC, migration report, REACH, TSE/BSE, retention sample policy | CoA only, often without retention sample |
Two of these rows carry disproportionate weight in audit and qualification. Change-control SOP is the silent killer of supplier programs: when a generic-stock supplier reformulates without notification, the pharma manufacturer absorbs the cost of an unscheduled re-validation, and the cost is often several multiples of the per-roll material savings that motivated the choice. Industry governance reference frames the baseline cleanly: “Ninety days for material changes, thirty days for process changes represents a common baseline.” A pharmaceutical supplier that does not commit to that baseline is exporting its formulation freedom into your quality risk. Dossier completeness drives the second-order cost: an audit-ready dossier saves QA team hours that would otherwise be spent assembling evidence from a generic-stock supplier on demand, mid-audit.
A straightforward read on the table is not that Guanma is “premium.” It is that Guanma operates at the dossier density expected of a pharmaceutical-grade material supplier—providing a complete labeling solution audited against current pharmacopeial guideline expectations—and that records density is what separates a defensible audit position from a finding. For OTC retail SKUs in particular, where the consumer reads the label directly off-shelf, label durability and tamper-evidence are not optional refinements; they are the procurement deliverable.
Customer Outcomes — SEA / South America / Europe Pharmaceutical Packaging Programs
Guanma’s pharmaceutical label material ships into three regional pharmaceutical manufacturing belts: Southeast Asia, South America, and Europe. Across these regions, the customer profile is consistent—generic drug manufacturers, contract packaging organizations, and OTC private-label fillers—and the qualification rhythm is consistent with FDA Group’s framing of multi-tier global pharma supply: “Modern pharma supply chains can be incredibly complex, involving multiple tiers of suppliers spread across different countries.” Regional supply continuity is therefore not a marketing line; it is the pivot on which qualification decisions hinge.
Compliance & Documentation Pack — FDA, USP, ISO, REACH, TSE/BSE
Pharmaceutical labels do not exist in regulatory isolation. They sit inside a regulatory envelope that runs from the U.S. FDA’s good-manufacturing rules for finished pharmaceuticals through USP general chapters on plastic packaging, ISO biological-safety standards for device-bound contact, and the EU’s chemical-safety regimes—REACH SVHC and the TSE/BSE Note for Guidance—for the European trade lane. Guanma’s pharmaceutical label material dossier is structured to map cleanly to each of these frameworks, with a per-lot or per-SKU artifact for every regulatory expectation. Badges below show the principal regulatory anchors. Detailed test-method names, applicability notes, and sample paperwork are available on request through the spec-sheet workflow.
USP <661>
Plastic Packaging Systems & Materials
USP <661.1>
Plastic Materials of Construction
USP <661.2>
Plastic Packaging Systems for Pharma
21 CFR 211 G
Packaging & Labeling Control
21 CFR §211.132
OTC Tamper-Evident Packaging
ISO 10993-1:2025
Biological Evaluation (device-bound)
ICH Q3E (2025)
Extractables & Leachables (draft)
REACH SVHC
253 substances (Feb 2026 list)
EMA/410/01 r.3
TSE/BSE Note for Guidance
USP <661> series and label-material applicability
USP General Chapter <661> — Plastic Packaging Systems and Their Materials of Construction — anchors the U.S. pharmacopeial expectation for plastic primary packaging. The chapter splits into <661.1> (Plastic Materials of Construction) and <661.2> (Plastic Packaging Systems for Pharmaceutical Use), with <1661> as the informational chapter on user-safety impact assessment. Labels are not the primary container under USP, but the adhesive, facestock, and ink layers are subject to extractables-and-leachables (E&L) assessment when a credible migration pathway into the drug product exists—most clearly on plasticized PVC IV bags, polyolefin small-volume parenterals, and any label that touches a primary surface. Guanma’s per-SKU extractables profile is structured so that pharma manufacturers can roll Guanma’s material data into their own <661.1>/<661.2> system-level assessments without re-running redundant testing.
21 CFR Part 211 Subpart G — what it asks of label-material suppliers
Subpart G — Packaging and Labeling Control — of 21 CFR Part 211 does not regulate label-material suppliers directly; it regulates pharmaceutical manufacturers’ use of labels. But three sections drive what manufacturers need from suppliers like Guanma. § 211.122 (Materials examination and usage criteria) requires receiving inspection of label material lots, which depends on supplier-side CoA and lot traceability. § 211.132 (Tamper-evident packaging requirements for OTC human drug products) drives demand for frangible or void-pattern adhesive systems on OTC retail SKUs. § 211.137 (Expiration dating) drives the label legibility and durability expectations under shelf storage. Guanma’s evidence pack is structured to provide the basis for each section’s applicable receiving and acceptance step.
ISO 10993-1:2025 — biocompatibility scope on label adhesives
ISO 10993-1 – most recently updated in 2025 – establishes the risk-based framework for biologic safety assessment of medical devices. Pure secondary-pharmaceutical-package labels are not medical devices and do not mandatorily fall under ISO 10993. However, when a label is adhered to a device-bound surface (an autoinjector body, a reusable diagnostic instrument, a primary container that doubles as a delivery device), pharmaceutical manufacturers often require ISO 10993-aligned biological-safety screening on the label adhesive – most often cytotoxicity (-5), sensitization (-10), and irritation (-23) as applicable to the contact category and exposure duration. Guanma maintains test reports from accredited laboratories for a per-Adhesive-Class basis in use case categorizations involving device-bound surfaces.
ICH Q3E (2025 draft) — the forward direction on E&L thresholds
Current pharmacopeial direction on extractables-and-leachables thresholds is consolidating around ICH Q3E, released in 2025 in draft form by EMA/CHMP. This draft does not set a single industry-wide ppb threshold—Permitted Daily Exposure (PDE), Safety Concern Threshold (SCT), and Qualification Threshold (QT) remain dose- and route-dependent—but it consolidates the E&L decision framework across pathways and clarifies how label-material extractables data should be staged within a packaging-system safety assessment. Guanma’s per-SKU E&L data is delivered in a format compatible with the Q3E framework so that pharma manufacturers do not need to repeat the structural translation of supplier data into their own Q3E-aligned safety assessments.
REACH SVHC and EMA/410/01 rev. 3 — the European trade-lane requirements
This REACH SVHC candidate list—currently 253 substances as of February 2026—is screened on a per-batch basis on Guanma raw materials, with declaration of presence above the threshold and statement of compliance issued per shipment. EMA’s Note for Guidance on minimising the risk of transmitting animal spongiform encephalopathy agents—EMA/410/01 rev. 3—is the controlling document for adhesive raw materials of animal origin (gelatin, tallow derivatives, animal-source stearates). Guanma maintains a TSE/BSE statement of compliance that follows the rev. 3 structure for every adhesive class with potential animal-origin inputs.
“Pharma documentation is not a deliverable — it is the product. The label material itself must be reproducible across lots; the documentation is the evidence that it is.”
Procurement Guide — MOQ, Lead Time, Sample Policy, Change Control





Pharmaceutical procurement teams evaluate label-material suppliers on four operational vectors: minimum order quantity, standard lead time, qualification sample policy, and change-control SOP. Published industry baseline is opaque on the first two and silent on the fourth, which is why opacity is itself the procurement signal: a supplier that publishes lead time, MOQ, and change-control commitments has already pre-cleared the qualification questions that would otherwise extend the sourcing cycle. Guanma operates on a published procurement framework, structured below.
MOQ and lead-time framework
Guanma’s pharmaceutical-grade material MOQ is structured around the qualification-stage versus production-stage distinction. Qualification samples are supplied at the 100 m roll level on a free-of-charge basis for a defined number of facestock-and-adhesive combinations per program, against a signed qualification scope. Production MOQ is set per-SKU based on the facestock weight and adhesive class and is communicated transparently at the spec-sheet stage. Lead time on standard SKUs into Southeast Asia, South America, and Europe is benchmarked against the regional plant origin (Thailand or Vietnam) and is communicated in advance of the order, not on inquiry.
Sample policy for new-line qualification
This qualification sample policy is structured to remove cost as a barrier to comparative testing. Pharmaceutical fillers running formal qualification protocols receive sample rolls sufficient to run their standard application-line and accelerated-aging tests—often 100 m per facestock-and-adhesive combination, with multiple combinations per scope—at no charge. In trade, Guanma asks for a copy of the qualification protocol summary upfront so the sample roll’s format and run length match what the protocol calls for.
Tiered change-control SOP
Most credibility-defining element of a pharmaceutical material supplier’s procurement posture is its change-control SOP. Industry governance baseline is explicit on the cadence: “Ninety days for material changes, thirty days for process changes represents a common baseline.” Guanma operates a tiered change-notification SOP structured to match that baseline and to handle exceptions cleanly:
90 days
Advance notification for any change to facestock chemistry, adhesive formulation, primer, or topcoat. Notification includes the change description, equivalency rationale, and proposed re-qualification scope.
Process change cadence at 30 days
advance notification for coating-line transfer, supplier change for a non-functional auxiliary input, or line-rate re-validation that may affect lot-to-lot variability.
72 hours
Emergency safety notification only — used for issues that surface a safety or compliance concern requiring immediate manufacturer action. Not the standard cadence for routine changes.
Documentation pack — what a Guanma audit dossier contains
Guanma’s per-SKU pharmaceutical-grade dossier mirrors the four-pillar governance model that audit-experienced procurement teams expect: accountability (the QA contact and approval chain), evidence (CoA, CoC, extractables data, REACH and TSE/BSE statements, retention-sample policy), cadence (review frequency on each artifact), and change-control (the formal mechanism above). This pack is provided in a single bound deliverable so that pharma manufacturer audits do not require ad-hoc evidence-gathering during the audit window itself.
What to Ask a Pharmaceutical Label Material Supplier Before You Commit
Three questions surface most procurement gaps. First: “What is your standard advance-notice period for adhesive formulation changes?” — anything under 60 days suggests the supplier is reserving formulation freedom you cannot afford. Second: “Do you provide retention samples per lot, and for how long?” — silence here forecasts mid-audit evidence-gathering pain. Third: “Is your CoA tied to a specific lot or to a published spec range?” — only lot-tied CoA gives you the traceability that § 211.122 receiving inspection actually requires.
Sibling Products — When to Choose Durable, Chemical-Resistant, or CCK Release Liner Instead
The pharmaceutical label material described above is engineered for FDA 21 CFR Part 211 compliance, USP <661> packaging suitability, and ISO 10993 biocompatibility. Guanma’s brand catalog also includes three sibling label material lines for adjacent applications. Choose the line that matches the dominant stressor in your application.
Durable Label Materials
Choose the durable line when the dominant stressor is outdoor UV, weather cycling, abrasion, or industrial asset identification rather than pharmaceutical regulatory compliance. Outdoor signage, asset tags, freezer storage, automotive under-hood, and solar equipment are typical durable-line applications.
Chemical Resistant Label Materials
Choose the chemical-resistant line when the dominant stressor is solvent, oil, fuel, or aggressive cleaning chemistry rather than regulatory framework. Industrial drum labels, lubricant containers, and chemical packaging are typical chemical-resistant-line applications.
CCK Release Paper
Choose the clay-coated kraft (CCK) release paper line when you are sourcing release liner separately for your converter operation, rather than the full label-material stack. CCK release paper is the carrier under the adhesive layer and ships ISO-certified for label converters running their own coating or laminating line.
Interactive Engineering & Compliance Tools
Accelerate your qualification cycle with Guanma’s proprietary web utilities. These tools are engineered to bridge the gap between technical material science and regulatory compliance mapping for pharmaceutical packaging.
Pharmaceutical Label Material Decision Matrix Selector
Filter and select the optimal facestock and adhesive combinations based on your specific application radius, terminal sterilization mode, and cold-chain temperature constraints. Generates a data-backed starting point for line qualification.
Launch Selector →
Pharmaceutical Label Material Compliance Checklist Generator
Configure your target markets (FDA, EMA, ANVISA) and packaging types to generate a custom, audit-ready compliance dossier checklist. Maps requirements directly to USP, ISO 10993, and 21 CFR regulations.
Generate Checklist →
Frequently Asked Questions
How do I pick the right pharmaceutical label material for vials, syringes, or ampoules?
Start with the small-radius and conformability constraint. Vials, ampoules, and pre-filled syringes have radii small enough that paper-based facestock will edge-lift or wrinkle on the application line. Biaxially oriented PET handles those radii reliably and pairs with high-tack acrylic permanent adhesive for ampoules and syringes, and with water-based acrylic for room-temperature vial labels. A deciding second-order question is the primary container’s chemistry — plasticized PVC, polyolefin, or glass — because that drives whether you need a low-migration acrylic system. Guanma’s Decision Matrix above maps the full set of starting recommendations per application; per-SKU recommendations refine those starting points against your specific filler line and sterilization process.
Do you provide samples for qualification testing?
Yes — 100 m free sample rolls per facestock-and-adhesive combination, against a signed qualification scope. Guanma asks for the qualification protocol summary upfront so sample format matches what your protocol calls for.
How does Guanma manage material change control for pharmaceutical applications?
Guanma operates a tiered change-control SOP: 90 days advance notification for any change to facestock chemistry, adhesive formulation, primer, or topcoat; 30 days for process changes that may affect lot-to-lot variability; and 72 hours for emergency safety notification only. Both 90-day and 30-day cadences match the published industry governance baseline. Each notification includes the change description, equivalency rationale, and the re-qualification scope the change requires, so that the manufacturer’s own change-control process can pick up cleanly without an evidence-gathering delay.
Can you supply tamper-evident or anti-counterfeit label material for OTC drug products?
Yes. OTC tamper-evident requirement under 21 CFR § 211.132 is met with frangible or void-pattern adhesive systems engineered to leave a permanent on-substrate footprint when the seal is breached. Guanma’s tamper-evident SKU set is built primarily on PET facestock with frangible / void-pattern adhesive. Anti-counterfeit overlays — covert UV taggant, holographic stripe — are available as add-ons on the same facestock-and-adhesive base; specify the threat profile in the spec-sheet workflow and the application engineering team will recommend the overlay layer.
What is the MOQ and standard lead time for pharmaceutical label material orders?
Production MOQ is structured per-SKU and communicated transparently at the spec-sheet stage based on facestock weight and adhesive class. Qualification samples — usually 100 m per facestock-and-adhesive combination — are free of charge against a signed qualification scope. Standard production lead time into Southeast Asia, South America, and Europe is benchmarked against the regional plant origin (Thailand or Vietnam) and communicated in advance of order placement rather than on inquiry. Exact figures for your program are in the spec sheet; request a quote to receive them.
What documentation comes with each pharmaceutical-grade material lot?
Each lot ships with a dossier structured around the four-pillar governance model that audit-experienced procurement teams expect from a pharmaceutical-grade material supplier. The pack contains: a Certificate of Analysis (CoA) tied to the specific lot rather than a published spec range, a Certificate of Conformance (CoC), extractables data aligned to USP <661.1>/<661.2> methodology so the data rolls cleanly into your own <661.1>/<661.2> system-level assessment, a REACH SVHC declaration against the current candidate list (253 substances as of February 2026), a TSE/BSE statement of compliance per EMA/410/01 rev. 3 for any adhesive raw materials of animal origin, and a retention-sample policy with a defined retention period. This pack is delivered as a single bound deliverable on lot release rather than gathered ad hoc during the audit window itself, which is the difference between a defensible audit posture and an evidence-scramble. Audit-ready by design, not by escalation.
Are Guanma materials compatible with cold-chain and cryogenic storage?
Yes — for qualified SKUs. Guanma’s cold-chain pharmaceutical label material is built on PET facestock with cold-rated hot-melt rubber adhesive, validated for adhesion retention and legibility through cold-chain shipping cycles down to −80 °C. Cryogenic-grade SKUs are a separate qualification scope; the published cold-chain SKUs cover most pharmaceutical cold-chain shipping ranges. PP synthetic paper is acceptable for some cold-chain applications but not for all, and coated paper is not recommended for cold-chain use. Our Decision Matrix above marks the application-by-facestock combinations that pass.
Trending now