Get in Touch with Guanma

Removable Label Stock Construction Selector
Pick the application type to compare Guanma facestock, removable adhesive, and liner starting points.
Retail promotion
Short-life price, promo, and packaging labels.
Wet wipe lid
Moisture contact and repeated handling.
Durable temporary ID
Film label stock for tougher surfaces.
Recommended Starting Build
→ Send this construction to GuanmaConstruction Review Guide
Use the selector to prepare an early construction brief for Guanma. Final material approval should include trial rolls, print checks, and peel tests on the customer’s own substrate.
Layer Decisions
- Facestock controls appearance, stiffness, moisture resistance, and print compatibility.
- Removable adhesive controls initial tack, clean peel, and handling reliability.
- Release liner affects die-cutting behavior, matrix stripping, rewinding, and dispensing.
- Printing method should be confirmed before roll width, liner weight, and surface finish are locked.
Procurement Notes
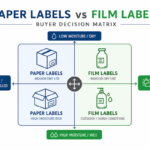
Retail promotion labels usually need cost control and clean short-term removal. Wet wipe lids need stronger attention to moisture, repeated touch, and low-energy plastic surfaces.
Durable temporary identification often moves toward PET or synthetic paper when paper facestock is too weak. Guanma can combine facestock, removable adhesive, and glassine or CCK liner around the converter’s process.
RFQ Details
Artwork method changes the surface treatment requirement, especially when UV varnish, thermal transfer ribbon, or digital inkjet is involved. Roll width, slit tolerance, and winding direction should be shared before Guanma confirms the liner recommendation.
Packaging engineers should test the chosen build after filling, chilling, transport, and shelf exposure. A construction that peels well on an empty container can behave differently after product contact or warehouse storage.
- Ask for one paper and one film construction when the surface risk is unclear.
- Include target removal timing so removable adhesive strength is not overbuilt.
- Check matrix stripping before approving large production volumes.
- Reserve CCK liner for cases where stiffness or converting stability matters.
Quality teams should keep the approved construction code with the print job record. Future reorder discussions become easier when the same facestock, adhesive, liner, and coating details are documented.
Trial Roll Checklist
Before the first production order, request enough material for printing, die-cutting, matrix stripping, rewinding, and application checks. Small lab sheets are useful, but they cannot show every problem that appears on a converter’s line.
Storage conditions also matter. Heat, humidity, and pressure in stacked cartons can change how a removable adhesive behaves before the product reaches the shelf.
- Confirm whether the label is hand-applied, machine-applied, or dispensed from a liner.
- Document the accepted peel result with photos and written notes.
- Compare one alternate liner when waste stripping feels unstable.
- Share failed test rolls instead of only describing the defect.
For projects with several package surfaces, one material family may still need separate adhesive settings, because coated paperboard, PP, PE, PET, glass, and painted metal can each create a different balance between initial tack and clean removal.
Line speed, cutting depth, label shape, adhesive coat weight, unwind tension, room conditions, storage stack pressure, and operator handling should all be reviewed together when a removable label construction moves from sample approval to regular production.
One overlooked liner mismatch can cause missed registration, torn matrix waste, label curl, poor dispensing, and a false conclusion that the removable adhesive is wrong, even when the real issue sits in release force, caliper, or converter setup.